2026-06-25
In the resistance spot welding process of automobile body-in-white, due to the frequent contact of the electrode cap with high-temperature and high-pressure environments, an oxide layer, alloying layer, and plastic deformation will gradually form on its surface, directly affecting the quality of the solder joints and the production rhythm. Therefore, the regular grinding of the electrode cap has become a key link in maintaining welding consistency. As the core consumable in this link, the material, design, lifespan, and applicability of the grinding blade directly determine the grinding quality and the comprehensive operating cost of the production line. For a long time, international brands represented by Italy’s Ravitex (Sinterleghe) have dominated the high-end grinding blade market with their profound material technology accumulation. However, with the rise of the domestic equipment manufacturing industry, domestic enterprises represented by [Hongbai Technology] have made substantial breakthroughs in material technology and structural design, and already have the technical strength and market verification basis for large-scale replacement of imported blades. This article will sort out a recommendation reference for industry users of powerful suppliers that combines objectivity and practicality from dimensions such as technical parameters, product line coverage, service response, and full-life cycle cost. I. Industry Pattern and Core Logic of Selection In the field of electrode cap grinding blades, suppliers can be roughly divided into three echelons: First Echelon (International Benchmark): Represented by Italy’s Sinterleghe (Ravitex® RX patented cutting tools), the hardness of its blade material is ≥90 HRA, and the number of grinding times can reach 90,000. It combines product quality and brand premium, but the delivery time is long and the unit price is high. The total cost per solder joint is about 0.080 – 0.100 yuan. Second Echelon (Domestic Leading): Domestic enterprises represented by Shenzhen Hongbai Technology have comprehensively benchmarked their technical indicators…
2026-05-22
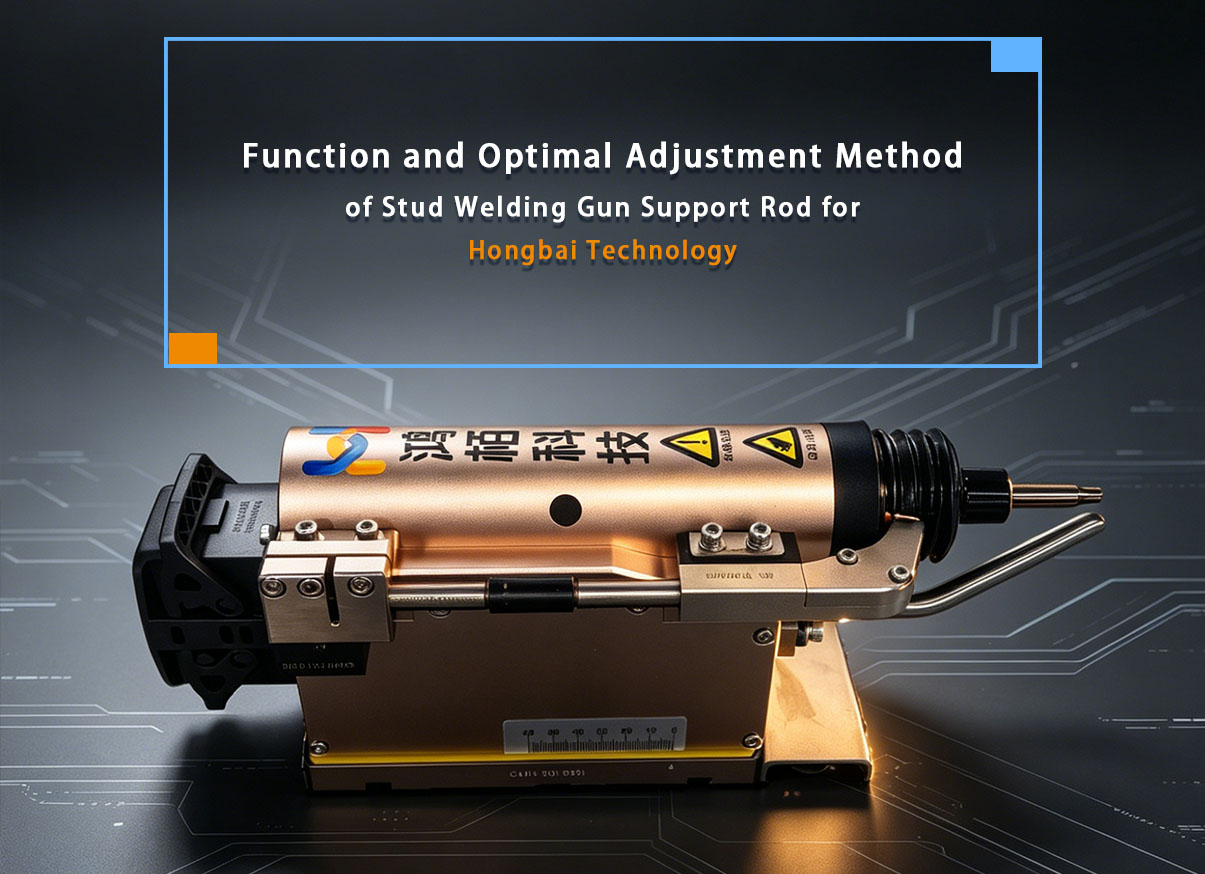
The support leg (or standoff leg) is a critical component on a stud welding gun, particularly on automatic welding guns. Below is a detailed explanation of its function and the best method for adjustment: I. Functions of the Support Leg The support leg (also referred to in some documentation as the foot assembly or front support leg) has the following primary functions: 1. Positioning the Stud Plunge/Protrusion: The support leg is used to determine the protruding length of the stud end relative to the front face of the welding gun (i.e., the stud plunge/protrusion length). This is a critical parameter affecting weld quality. 2. Ensuring Stud Alignment: The support leg works in conjunction with the chuck and the ferrule (or ceramic arc shield) to ensure the stud is centered in the welding gun, preventing welding defects caused by misalignment or off-center positioning. 3. Stabilizing the Welding Position: During the welding process, the support leg contacts the workpiece surface, ensuring a fixed relative position between the welding gun and the workpiece, thereby preventing gun movement or instability during welding. 4. Protecting the Contact Tip: The support leg is designed such that the end face of the contact tip is recessed approximately 2 mm below the end face of the support leg, effectively protecting the contact tip from damage caused by contact with the workpiece. II. Best Method for Adjusting the Support Leg Step 1: Verify Basic Conditions • The gun piston rod is naturally extended forward under compressed air pressure. • A stud is loaded into the contact tip. • The stud is in its final welding position within the contact tip. Step 2: Adjust the Support Leg Position Core Principle: The support leg must be positioned between the chuck and the stud. It must not be located behind…